

以下是:焊接平台好口碑的产品参数在宁德市柘荣县采买焊接平台好口碑到伟业五金机械厂(柘荣分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-13603175737,QQ:250188005,地址:《工业开发区》。 福建省,宁德市,柘荣县 2018年9月25日,获得商务部“2018年电子商务进农村综合示范县”荣誉称号。2018年12月,荣获第二批生态文明建设示范市县称号。2020年4月,柘荣县达到脱贫退出条件,退出福建省省级扶贫开发工作重点县。
想要真正了解焊接平台好口碑产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。以下是:焊接平台好口碑的图文介绍
装配平台的包装:采用木质包装。包装前经防锈处理并用塑料包装,防止因为包装不善而在运输过程中损坏产品。包装物不回收。 装配平台的技术要求:① 装配平台应采用优质细密的灰口铸铁或合金等材料制造,其工作面硬度应 达到 170-220HB。 ② 装配平台的表面应型砂且平整,涂漆牢固。
③ 采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之应不大于5点。 ④ 装配平台工作面不得有严重影响外观和使用的砂孔、气孔、裂纹、缩松、划痕、碰伤、锈点等缺陷。
⑤ 装配平台工作面通常应采用刮削工艺。对采用刮削加工的3级装配平台工作面,其表面粗糙度Ra的允许值为5um。
⑥ 精度 等级 为0级-3级的装配平台工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
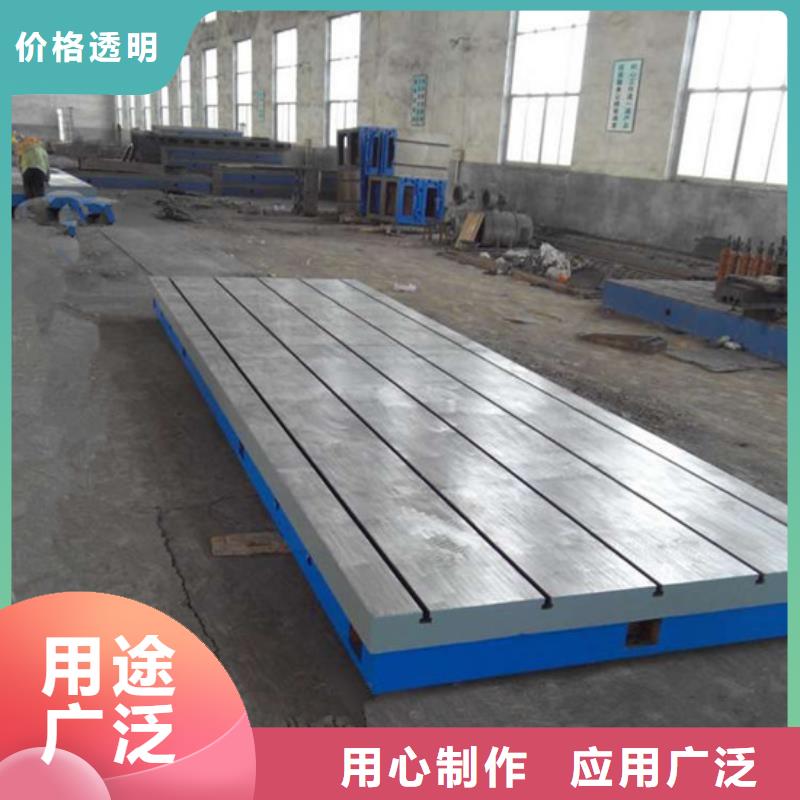
我们生产的这类产品严格按照技术要求采用材料为高强度铸铁HT200-300,工作面硬度为HB170-240,铆焊平台经过两次人工处理使该产品的精度稳定,耐磨性能好等特点。
按标准计量检定规程执行可以分为五个等级,不管哪个级别,我公司保证生产的铸铁铆焊平台工作面上没有锈迹、划痕、碰伤及其他影响使用的外观缺陷,工作面上也没有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。
各铸造表面应彻底型砂,且表面平整、涂漆牢固,各税边应修钝。我公司生产的这类铸铁铆焊平台可以拼接使用,另外我们还定做各种规格的此类产品。
宁德柘荣伟业五金机械厂配备了先进的 焊接平台生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 焊接平台行业较高地位。 焊接平台产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。
1)落砂:铸件必须经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。铸件较大时可能会产生热裂、铸件内应力较大,易造成变形而影响铸件外形尺寸。
2)清砂:要获得表面光洁度好的铸件,小活件可以通过清理滚筒去除表面的砂子。大活件进行抛丸处理去除表面的砂子。非加工表面的粘砂必须清理干净,以防止在装入成品内运动时脱落后进入轴承室内,对轴承的使用造成不良影响。
3)时效处理:一般的铸件都要进行时效处理,以减小铸件内应力获得良好的性能。 4)检验过程的控制:通过检验,反馈铸件的缺陷,查找并分析原因,及时采取措施,以减少铸件缺陷的产生。 通过以上环节控制,使铸件成为合格产品,要求每个过程相互配合,相互协调,只有注重细节才能较好的控制和提高每个过程的质量,才能保证铸件的质量。灰铁铸件在铸造生产中,铸造工艺设计是必要环节,铸造工艺模拟软件设计工艺,对于品种多、新产品多的中小铸造企业,工艺设计工作量非常巨大,对于大型铸件来说,工艺设计更显得至关重要。采用CAD软件设计工艺,一方面可以大大节省设计时间,赢得工期,另一方面也可以设计多种方案加强对比,优选出更适合的工艺方案,避免不必要的损失。
随着铸造生产对质量的要求日益严格,铸件生产节奏不断加快,传统的手工设计方式已经越来越不适应现代化生产的要求。随着计算机技术的飞速发展,其价格已经不再是阻碍企业购买计算机的拦路虎,计算机已经进入企业的每一间办公室。铸造工艺设计CAD技术适应工艺设计节奏加快的形势,为广大铸造企业开辟了一条新的快速设计的新途径,并且该软件售价低廉,区区几万元的投入可换来整个企业工艺设计的一场革命性变革,将为我国的铸造企业带来巨大的收益。
今年在宁德市柘荣县购买焊接平台好口碑有了新选择,伟业五金机械厂(柘荣分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊接平台好口碑产品。如需购买或咨询,请随时联系我们,联系人:李经理-13603175737,QQ:250188005,地址:工业开发区。







